

Increasing the size of wafers is a trend in the photovoltaic industry. For solar module manufacturers, the benefit of a larger wafer size is it increases the power output, thereby reducing the per-watt production cost.
For the customer, the benefit of having more power output per module is that fewer modules, less land and less related equipment – brackets, junction boxes, cabling, etc – is required for the desired amount of electricity capacity.
Mathematical calculations show that – compared with the current mainstream modules in the market -modules incorporating 210mm diameter wafers (210-modules) can reduce the per-watt system cost by 0.1 renminbi (1.4 US cents) or more, making photovoltaic power stations that use 210modules even more investable.
But how does the design of 210-modules differ from 156 and 166-modules? Trina Solar’s research and development team are veterans in technologies such as multi-busbar (MBB) and double-glass modules.
The R&D team says half-cut cell technology is now commonly applied to cell sizes from 156-166mm in diameter. For cells 210mm in diameter, a higher level of technique is required. Trina Solar’s R&D team began to work on 210-modules in August 2019. After multidimensional simulations and analyses, they discovered that for 210-modules, one-third cutting techniques coupled with MBB technology will be on top of all other module solutions within the next three to five years to come.
First of all, in terms of power and efficiency, based on the industry’s mainstream MBB technique, Trina Solar’s R&D team has performed power simulations across different numbers of busbars for mainstream sizes of circular welding bands and different numbers of pieces. The efficiency of 50-cell 210 mm PERC monocrystalline cells was calculated at the predicted efficiency of PERC cells as of end of 2020.
From predictions below, it can be seen that the half-cutting solution limits the output power of 210-modules as a result of increased series resistance.
For the one-quarter and one-fifth cutting solutions – while providing slightly higher powers than the one-third cutting solution, as the number of cutting pieces increases – difficulty involved in manufacturing increases tremendously, thus compromising the product yield.
For the one-third cutting solution, when used in a 9BB–14BB context, the module power difference will be limited to 2 W. Figure 2 shows typical cell design.
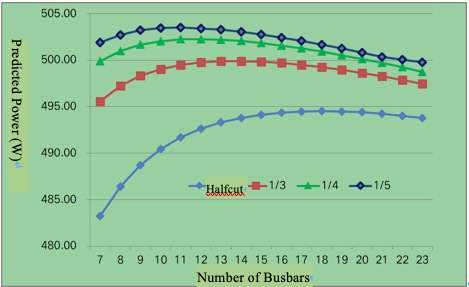
Figure 1 Predicted powers of different cutting forms of modules for different numbers of busbars
Figure 2 Design of a typical 1/3-cutting MBB (9BB–14BB) 210-cell
Secondly, in terms of layout design, to achieve successful circuit protection, the number of bypass diodes will be significantly different. For the half-cut series connection-only solution and the one-quarter cutting solution, five bypass diodes are needed. This adds to manufacturing difficulty and the width of the module layout.
For the traditional half-cut, series and parallel connection architecture – and the one-third cut solution – three bypass diodes are used and the manufacturing difficulty is lower.
For the one-fifth cutting architecture, similar to the layout of the currently mainstream shingled modules in the market, two diodes are used, which increases the number of cells to be protected by each bypass diode.
In terms of hotspot risks, whether hotspots will appear is determined by the reversed bias voltage working on the cell in times of reverse bias.
The density distribution of the forward current and leakage current produced in the hot-spotted cell also plays a role.
Multi-piece small cells, such as typical shingling modules wherein the number of cells in series and parallel connection per bypass diode is up to 34, have functioned well outdoors.
Hence, for multi-piece modules – as long as the leakage current center induced during splitting operation is effectively limited, taking into account the safety factor – the modules would have little chance of suffering hotspots when the number of cells in parallel connection per diode is smaller than or equal to 30.
In terms of safety performance of junction boxes, lower-current design for both the modules and the system can minimize safety risks associated with the switching on or short circuiting of the bypass diode. For modules whose current is far beyond that of the mainstream 158.75 mm or 166 mm modules, the safety risks will increase exponentially. These risks can be eliminated by improving the performance of junction boxes and the system-side cables. However, this would mean a significant cost increase. If our one-third cut 210-modules are used, the output current increase – relative to output current of mainstream modules -can be limited to around 15%. This way, you will expect high-reliability service from the junction box simply with minimal design optimization.
In terms of limitation of input current from the DC side, by utilizing the surplus of inverter input, the maximum output current of the modules so far should be limited to 15 A and the maximum current of the front side should also be limited to around 12.5 A. The maximum operating current of one-third cutting 210-module is less than 12 A. Furthermore, as cell modules become more efficient and faster, inverter manufacturers will increase the limitation on current input from the DC side.
Trina Solar’s R&D team says one-third cutting plus MBB technique helps 210-modules to achieve higher power with:
– low manufacturing risks,
– low hotspot risks,
– high junction box safety, and
– no chance of losing power generation associated with inverter current limitation.
It will be on top of all other 210-module solutions within the next three to five years to come.


